





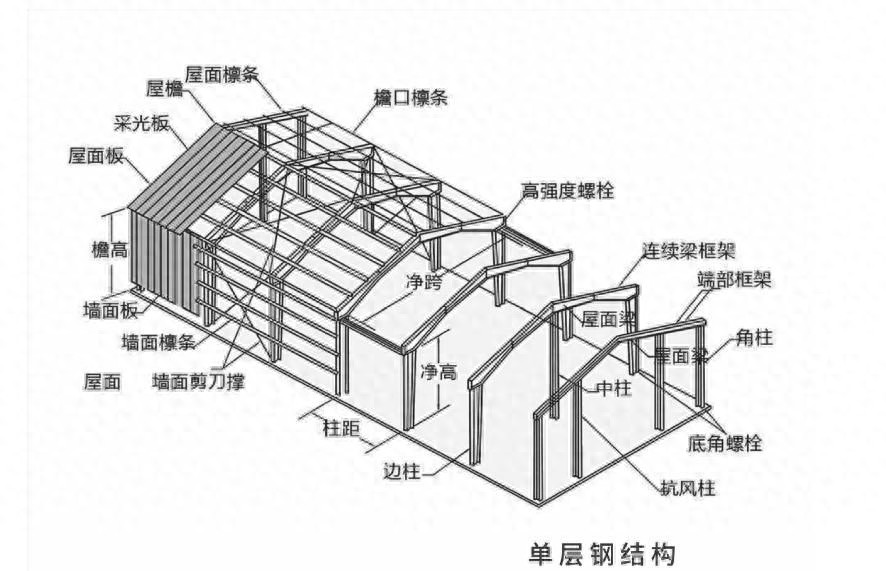
钢结构制作流程、注意事项及预制结构介绍
将钢结构制作安装说成只是看起来粗犷,然而实际上每一个螺栓所扭的扭矩里面,每一根钢柱立起来的垂直度范畴之中,全都暗埋着精度达到毫米级别的精细工作,只要稍微有一点不小心,那就极有可能给整个建筑物埋下安全方面的隐患。从把原材料运进场地开始,一直到把最后一颗螺栓拧紧,对于全流程的严格掌控才是确保工程质量的至关重要之处。
原材料验收是质量的第一道关卡
钢材进入场地以及焊材进入场地,可不是仅仅单纯进行点数来完成收货的。技术方面的人员,需要手持设计图纸以及规范,对于钢材的材质证明书,一批一批地去进行核对,还要检查炉批号是不是跟实际物品相符合。去年,有一个工地,就是因为使用了锈蚀程度非常严重的焊条,最终致使焊缝出现大面积开裂的情况,最后所有的工作都得重新去做一遍。
焊材的保管有着特别高且严格的讲究,仓库的湿度需要精准地控制在60%如下,焊条一旦它的包装被拆开之后,就必须放置于保温筒之内,随着使用随着去取用。要是察觉到药皮出现脱落或者焊芯产生生锈的情况,这批焊材就必须直接进行报废处理,绝对不可以手软将其用在工程之上。
放样号料决定构件尺寸精度
负责放样的师傅,于样台上,会以1:1的比例,去画出构件大样,此步骤,与后续安装能否契合直接相关联、有影响。他们依据工艺需求,在柱梁节点之处,预留焊接收缩余量,像厚板焊接时,每条焊缝都要留出1.5至2毫米的收缩空间。

号料之际需考量钢板轧制方向,以使主要受力构件沿着轧制方向受力。就 H 型钢腹板而言,排版之时应避开焊缝集中区域,将拼接焊缝置于受力较小之处,这些细节皆为多年总结所得之经验。
切割制孔有严格的工艺参数

数控切割机于今天早上八点之际开始进行下料操作,其中操作工首先针对钢板表面是否存在锈蚀以及裂纹的情况展开了检查。切割速度是需要依据板厚来进行调整的,对于20毫米厚的这般钢板,其切割速度应被控制在每分钟400毫米左右,并且火焰切割所使用的割嘴要保持垂直于钢板表面。
制孔这一工序对细心有着更高的考验,高强螺栓孔的孔径偏差需要严格控制在零至零点五毫米的范围之内。当发现钻孔出现偏位情况时,工人能够采用的方式仅仅是使用铰刀进行修整,就在昨天,三号车间的工人妄图贪图省事采用气割来扩孔,结果被质检员当场制止住,并开具了整改通知单。
矫正成型讲究温度火候
钢板厚度在五毫米以下时,其若发生变形,能够借助矫正机进行冷矫,然而,最近气温已降至零下十度,此时碳素结构钢便不可以再开展冷矫正工作了。于是,工人师傅转而采用火焰加热矫正的方式,利用测温枪将温度控制在大约750度,加热完成后让构件自行自然冷却。

对于焊接变形而言,矫正可是重中之重,昨天才完成焊接的钢梁,出现了二十毫米的旁弯情况,师傅于凸面利用火焰加热并配合千斤顶以实现反变形,经过反复三次测量,才将误差成功控制在三毫米范围以内。在加热区域自然冷却之后,还得进行硬度检测。
焊接装配必须控制过程
本上午十点之际着手进行桁架节点的组装工作,装配工率先借助定位焊来稳固位置,针对每个节点均施焊了四个长度为二十毫米的临时焊缝。于焊接车间当中,焊工依据焊接工艺卡去调控电流电压,将二氧化碳气体流量维持在每分钟二十升的水准。
焊缝超声波检测是在下午两点开展的,检测中发现了三条存在超标情况的缺陷,随后焊工立刻采用碳弧气刨进行清除并重新展开焊接操作。车间主任着重指出,对于焊接完成的构件而言,其所必须等待的冷却时长为二十四小时,之后才能够开展无损检测工作,目的在于防止热胀冷缩现象对检测判断产生不良影响。
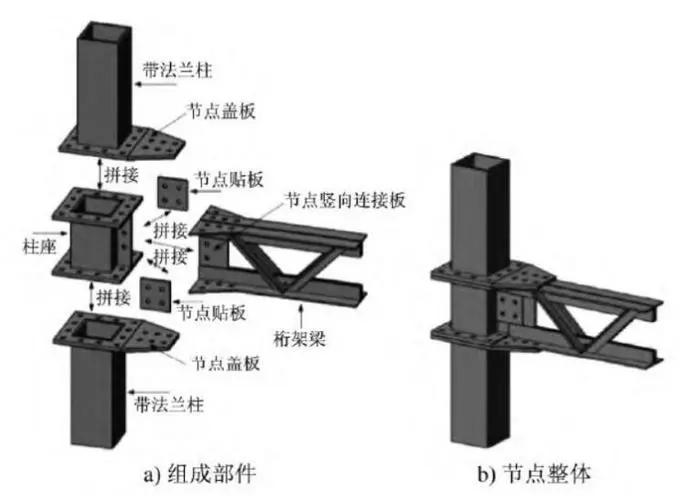
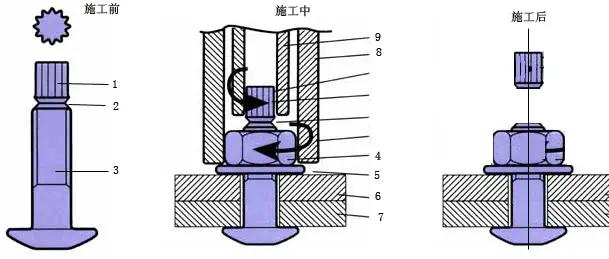
高强度螺栓连接是安装核心
钢柱是吊装队今天在六号车间安装的对象,工人首先用冲头对准柱脚上的螺栓孔。高强螺栓穿入时,全部是自由通过的状态,若发现有错孔情况,便用铰刀将其修整至二十二毫米,那批扩孔数量超过总数百分之五的构件,已上报给设计院进行复核。
在下午三点这个时刻,质检员运用扭矩扳手对十个节点展开了抽检操作,最终拧出的扭矩于全部方面均达成了五百牛米的规定要求。他着重对螺栓露丝长度予以了检查,其中的大部分呈现出露出三扣的状况,仅仅存在两个螺栓是呈现出了露出四扣的情形,随后依照规定进行了标记记录的相关动作。
从事钢结构安装工作时,针对高强度螺栓而言,在其终拧完毕之后,为何要借助不同颜色去标记初拧以及终拧状态呢?欢迎于评论区域分享诸位的现场实践经验,点一下赞从而让更多同行业人士能够看到这些具备实用价值的干货内容。
声明:除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。如若本站内容侵犯了原著者的合法权益,可联系本站删除。
