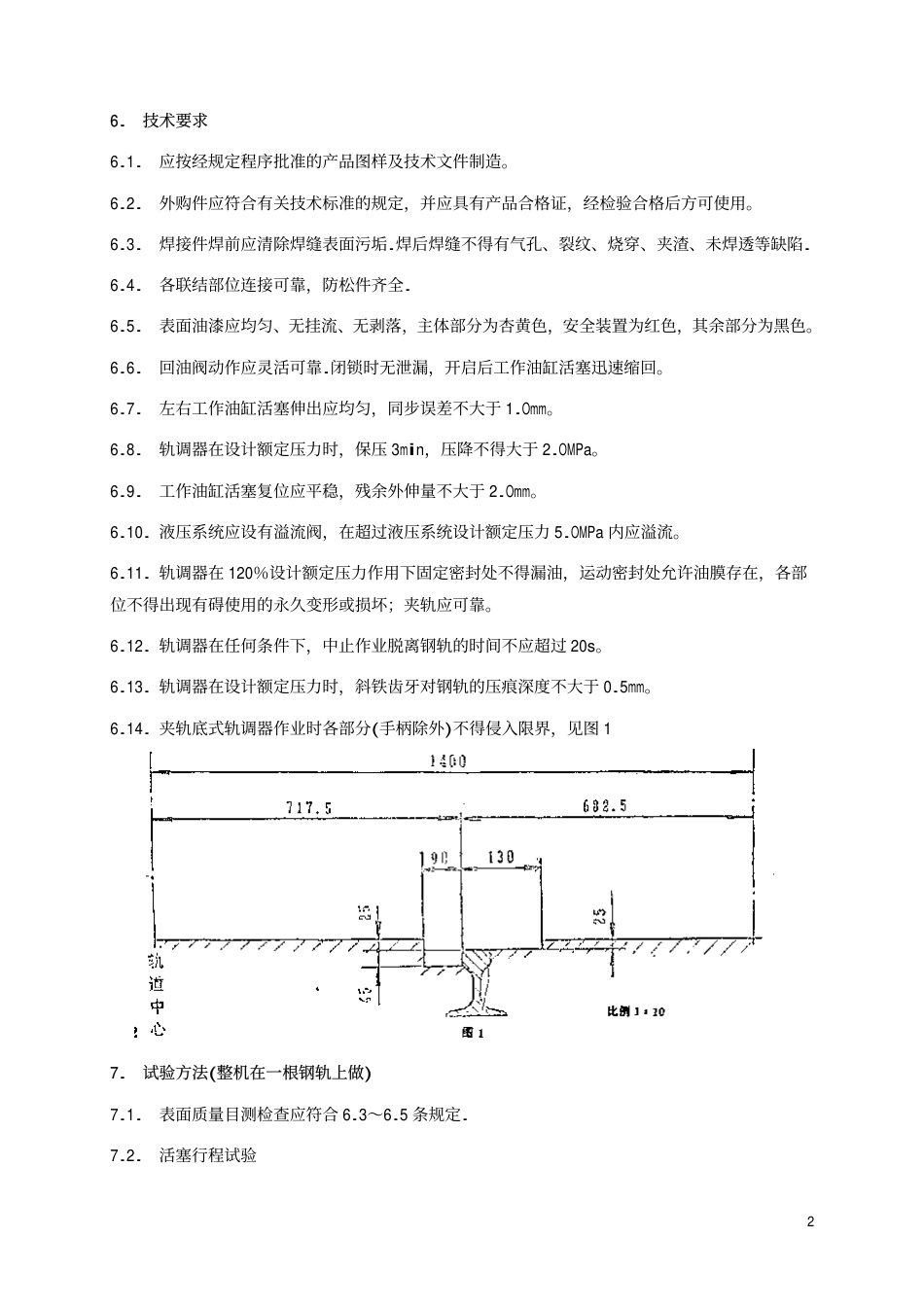
TB 中华人民共和国铁道行业标准 TB/T 1405-1996 液压轨缝调整器通用技术条件 1996—05—10 发布 1996—11—10 实施 中华人民共和国铁道部 发布 免费标准下载网(freebz.net)免费标准下载网(freebz.net) 无需注册,即可下载中华人民共和国铁道行业标准 TB/T 1405—1996 代替 TB l405—81 液压轨缝调整器通用技术条件 1. 主题内容与适用范围 本标准规定了液压轨缝调整器的术语、产品分类、主要参数、技术要求、试验方法、检验规则和标志包装. 本标准适用于各种型式及规格的液压轨缝调整器(以下简称轨调器)。 2. 引用标准 GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) 3. 术语 3.1. 推轨力 调整轨缝作业时轨调器推动钢轨的力。 3.2. 空载效率 空载时,工作油缸活塞行程与操纵杆往复全行程动作次数之比,单位:mm/次。 3.3. 手柄操作力矩 轨调器产生设计额定推轨力时,使油泵动作的作用于手柄上的力矩。 4. 产品分类 4.1. 按轨调器的作业形式分为:夹轨头式和夹轨底式两种。 4.2. 型号按设计额定推轨力来区分。 5. 主要参数如表 1 表 1 主 要 参 数 项 目 夹轨头式 夹轨底式 单 位 设计额定推轨力 ≤400 ≤300 kN 工作油缸活塞行程 ≥110 ≥60 mm 空载效率 ≥1.4 ≥1.4 mm/次 手柄操作力矩 ≤460 ≤300 N· m 整机质量(含液压油) ≤85 ≤45 kg 1 免费标准下载网(freebz.net)免费标准下载网(freebz.net) 无需注册,即可下载6. 技术要求 6.1. 应按经规定程序批准的产品图样及技术文件制造。 6.2. 外购件应符合有关技术标准的规定,并应具有产品合格证,经检验合格后方可使用。 6.3. 焊接件焊前应清除焊缝表面污垢.焊后焊缝不得有气孔、裂纹、烧穿、夹渣、未焊透等缺陷. 6.4. 各联结部位连接可靠,防松件齐全. 6.5. 表面油漆应均匀、无挂流、无剥落,主体部分为杏黄色,安全装置为红色,其余部分为黑色。 6.6. 回油阀动作应灵活可靠.闭锁时无泄漏,开启后工作油缸活塞迅速缩回。 6.7. 左右工作油缸活塞伸出应均匀,同步误差不大于 1.Omm。 6.8. 轨调器在设计额定压力时,保压 3min,压降不得大于 2.OMPa。 6.9. 工作油缸活塞复位应平稳,残余外伸量不大于 2.Omm。 6.10. 液压系统应设有溢流阀,在超过液压系统设计额定压力 5.OMPa 内应溢流。 6.11. 轨调器在 120%设计额定压力作用下固定密封处不得漏油,运动密封处允许油膜存在,各部位不得出现有碍使用的永久变形或损坏;夹轨应可靠。 6.12. 轨调器在任何条件下,中止作业脱离钢轨的时间不应超过 20s。 6.13. 轨调器在设计额定压力时,斜铁齿牙对钢轨的压痕深度不大于 0.5mm。 6.14. 夹轨底式轨调器作业时各部分(手柄除外)不得侵入限界,见图 1 7. 试验方法(整机在一根钢轨上做) 7.1. 表面质量目测检查应符合 6.3~6.5 条规定. 7.2. 活塞行程试验 2免费标准下载网(freebz.net)免费标准下载网(freebz.net) 无需注册,即可下载关闭回油阀,摇动手柄,使左右工作油缸活塞伸出至最大行程,测量其伸出值应符合 5 章中有关规定。 7.3. 空载试验 7.3.1. 关闭回油阀,摇动手柄,使工作油缸活塞伸出,回油阀的闭锁和开启性能应符合 6.6 条规定. 7.3.2. 关闭回油阀,摇动手柄,使左右工作油缸活塞伸出至最大行程的 2/3 时测量工作油缸同步误差应符合 6.7 条规定. 7.4. 空载效率试验 关闭回油阀,摇动手柄 20 次,测量工作油缸活塞行程,重复三次,计算空载效率(取平均值)应符合 5 章中有关规定. 7.5. 保压性能试验 使工作油缸活塞伸至最大行程的 2/3 处,施加设计额定压力后,保压 3min 应符合 6.8 条规定。 7.6. 复位性能试验 使工作油缸活塞伸出至最大行程,打开回油阀,测量工作油缸活塞残余外伸量,重复三次(取平均值)应符合 6.9 条规定. 7.7. 齿痕检查 完成保压试验后,将轨调器与钢轨脱离。将钢轨上的牙痕凸出部分锉平,测量齿痕深度应符合6.13 条规定。 7.8. 手.